Raw Material (原材料仓库)
具有高碳铬轴承线圈的线材(100Cr6),碳含量为0.95~0.98%。耐磨性优异。
PRIDE OF QUALITY PARKWON STEEL BALL

具有高碳铬轴承线圈的线材(100Cr6),碳含量为0.95~0.98%。耐磨性优异。
| Item | Frequency |
|---|---|
| 直径偏差 | 1次线圈 |
| 外观 | 1次线圈 |
| 结构,化学成分 | 1次6个月 |



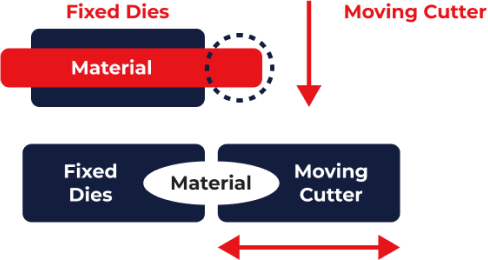
根据标准将原材料切割成骰子形状,然后通过压铸成型,形成球形。

| Item | Frequency |
|---|---|
| 外径检查 | once/lot |
| 外观检查 | once/lot |
| 酸处理试验 | once/lot |

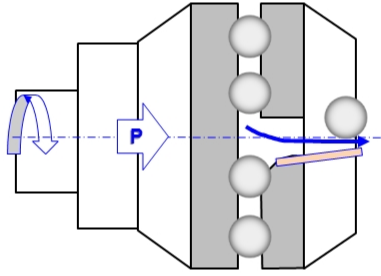
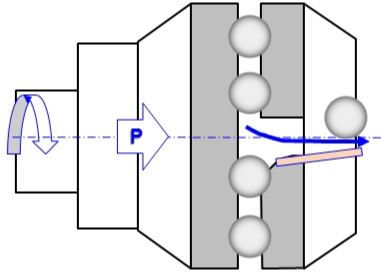
在两个带有两个特殊凹槽的磨盘中,将压铸球在高压下旋转,进行粗加工。通过这一过程,消除了横向和纵向的压铸印记,并对球体进行了直径加工。

| Item | Frequency |
|---|---|
| 外观检查 | once/lot |
| 外径检查 | once/1hr |

在热处理之前,通过水洗去除球的表面油。

| Item | Frequency |
|---|---|
| Appearance | once/lot |

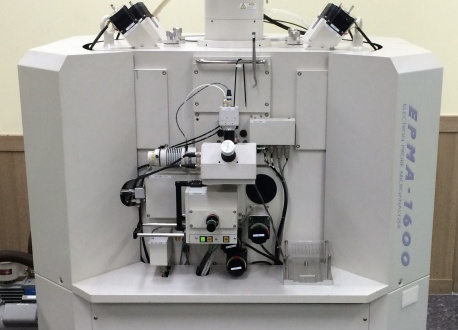
通过完全控制的热处理过程进行球体的淬火和回火。这一过程可以获得足够的强度和耐久性。

| Item | Frequency |
|---|---|
| 硬度检查 | once/lot |
| Microstructure | once/lot |


通过重复将球投入到两个带有两个凹槽的磨盘之间,加工至所需直径。

| Item | Frequency |
|---|---|
| 外观检查 | once/lot |
| 外径检查 | once/1hr |


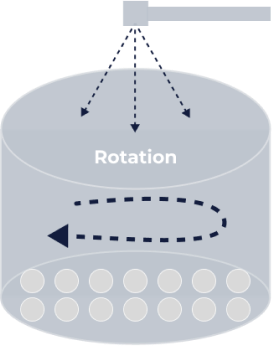
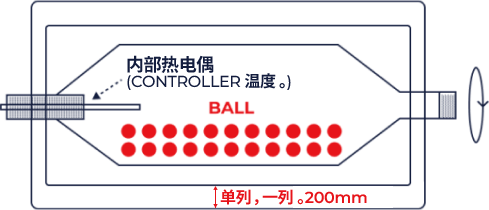
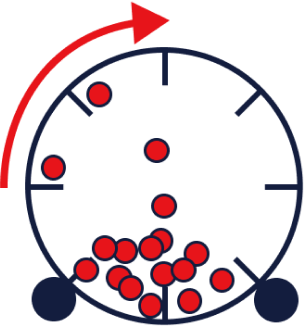
通过使球体互相碰撞,使球体表面变得坚固,提高抗压性、防止表面缺陷和轴承寿命。
通过进行抛光过程,可以产生负面残余应力,以满足客户的要求。

| Item | Frequency |
|---|---|
| Rockwell Hardness Tester | once/lot |


通过使用每个工艺阶段使用不同材质磨盘,以改善球的形状精度。

| Item | Frequency |
|---|---|
| Appearance | once/lot |
| Dimension | once/2hr |

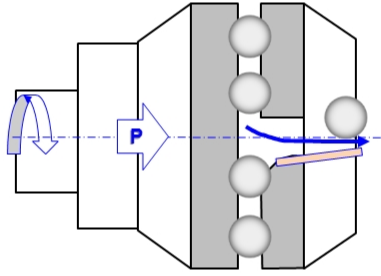
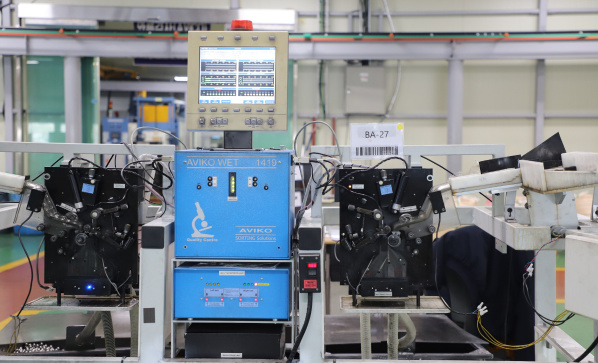
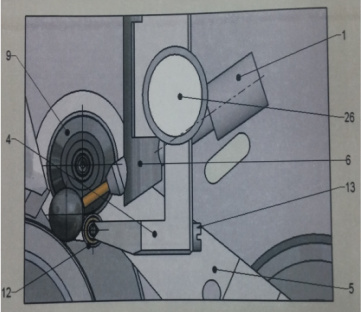
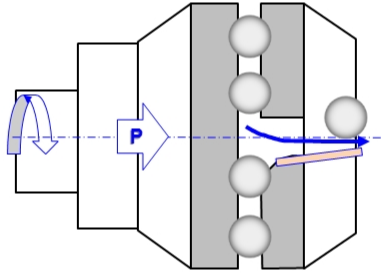
AVICO 是专为检测轴承球表面缺陷而设计的自动化设备。它是一种ECT Crack检测设备,可以检测到
750μm(L)×750μm(W)×50μm(H)大小的缺陷。

| Item | Frequency |
|---|---|
| EOT, EVT, ECT | 100% |

最终抛光工艺,通过长时间的反复加工,提高了球体表面的光泽度和粗糙度,确定了波纹度、振度等所有质量指标。

| Item | Frequency |
|---|---|
| Appearance | once/lot |
| Dimension | once/2hr |


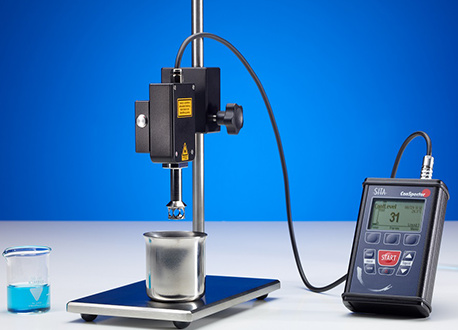
通过超声波振荡器去除抛光工艺中残留的微粉末,提高球体的清洁度。

| Item | Frequency |
|---|---|
| Cleanliness Test | once/month |

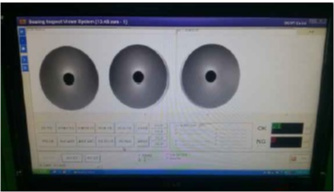
Vision 是专为检测轴承球表面缺陷而设计的自动化设备。它是一种自动检测设备,可检测到200μm以上的表面缺陷。
| Item | Frequency |
|---|---|
| Appearance | 100% |








| Item | Frequency | Item | Frequency |
|---|---|---|---|
| Gauge | N=5/lot | Variation of ball lot diameter | N=5/lot |
| Variation of ball diameter | N=5/lot | Deviation from spherical form | N=5/lot |
| Surface roughness | N=5/lot | Hardness | N=5/lot |
| Waviness | N=5/lot | Breaking loads | N=5/6month |
| Grinding burn | N=10/quarter | Microstructure, A.G.S, Carbide banding | N=2/quarter |
| Retained Austenite, Residual Stress | N=2/quarter | Dimensional stability | N=25/quarter |
| Retained magnetism | N=10/quarter | Residual contamination | N=standard/quarter |

分拣异种球并以100%自动方式包装。
| Item | Frequency |
|---|---|
| Difference Ball | 100% |
| Quantity | All |

在发货之前存储品产。